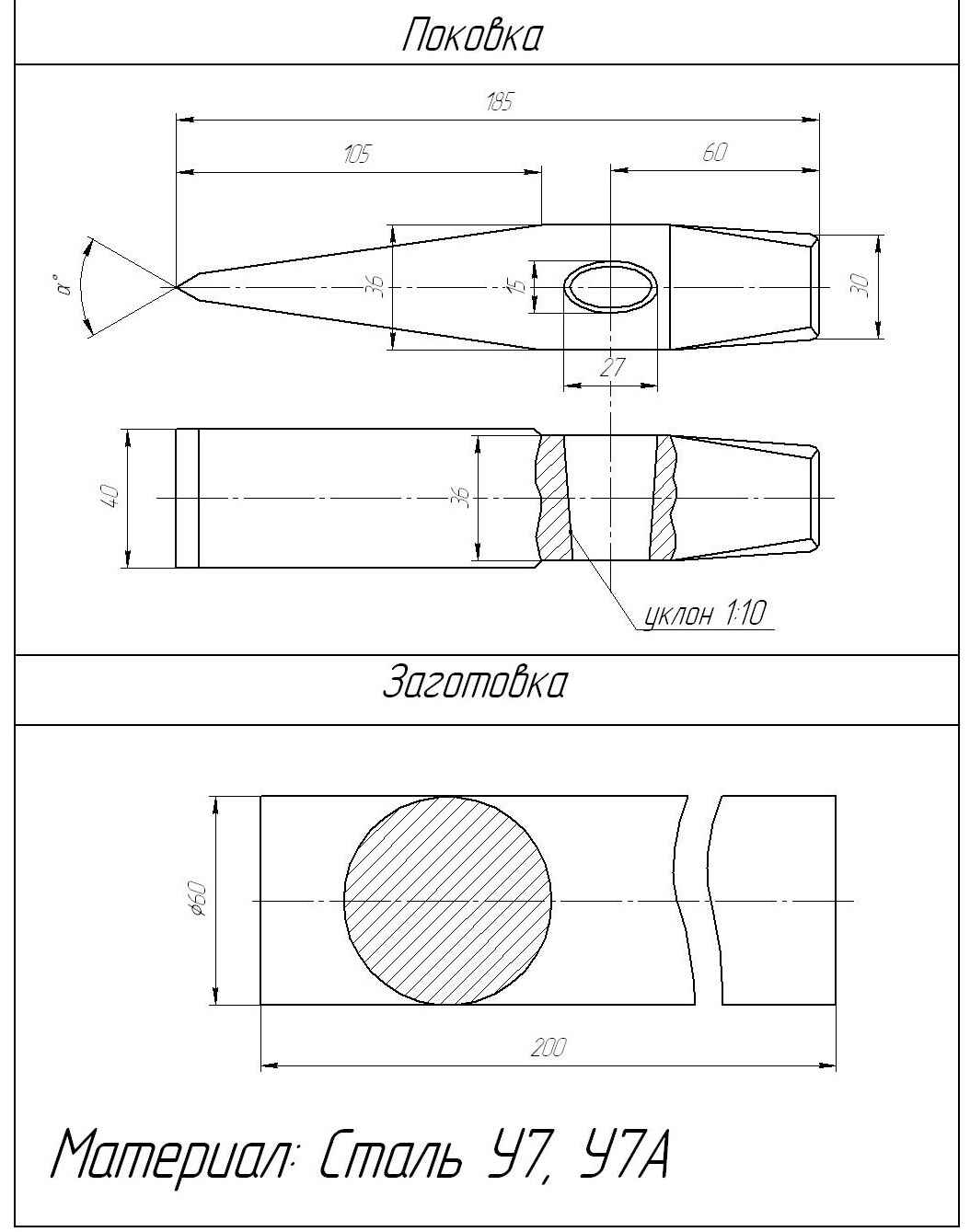
Нагреваем заготовку до температуры 1150ºС.
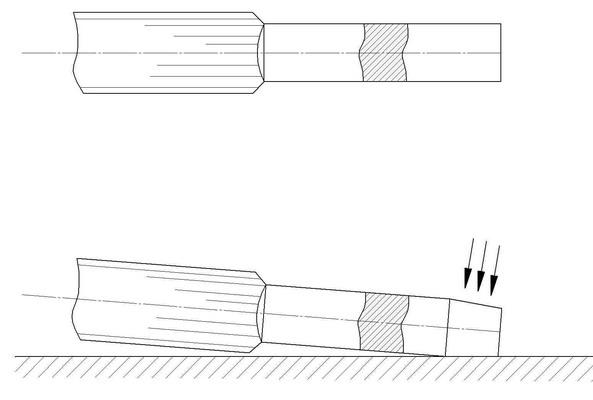
1 операция- протяжка заготовки для получения наибольшего сечения поковки по размерам с увеличением их на 10% (3-4мм). Так, если наибольшее сечение 36мм, то при протяжке нужно получить сторону квадрата 39-40мм. Рисунок 2.
Рисунок 2
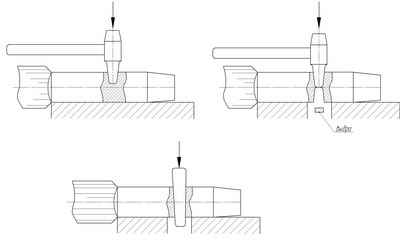
2 операция- прошивка отверстия специальным пробойником (бородком) или прошивнями, т.е. инструментом, имеюшим форму и размеры, соответсвующие конфигурации и размерам отверстия. Этим пробойником прошивка производиться сначала с одной стороны на плоскости наковальни, а потом с другой стороны над ее отверстием с выбивкой "выдры". Рисунок 3.
Рисунок 3
3 операция- отделка отверстия при помощи специальной оправки с уклоном 1:10. Размеры сечения оправки должны соответсвовать размерам отверстия поковки.
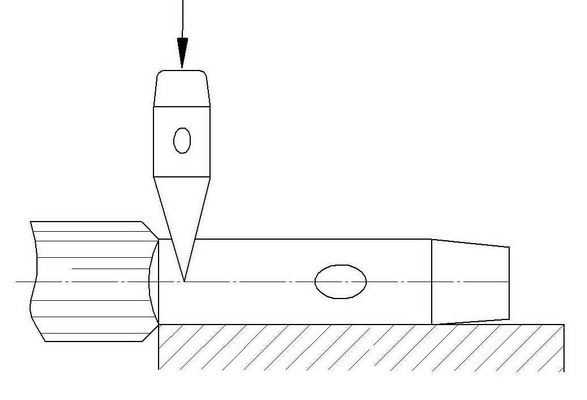
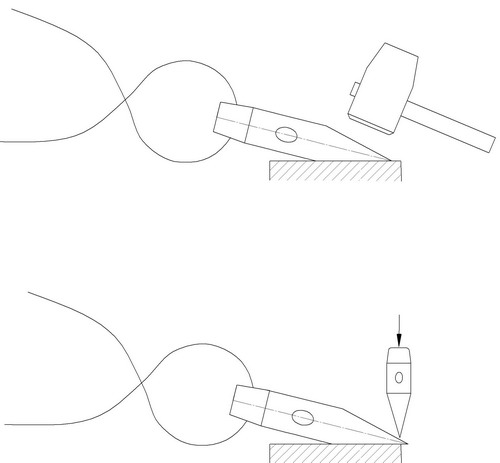
4 операция- рубка кузнечным зубилом. Рисунок 4.
Рисунок 4
5 операция- оттяжка лезвия и рубка излишка. Рисунок 5.
Рисунок 5
6 операция- правка поковки гладилкой с оправкой.
7 операция- закалка лезвия с отпуском (температура отпуска 200-280°С). Лезвие, нагретое до температуры 780-800°С, быстро опускают в воду, через несколько секунд вынимают и быстро затачивают наждаком или напильником. По зачищенному месту наблюдают за цветом побежалости. Как только появляется фиолетовый цвет, зубило бросают в воду. (
Термообработка инструмента довольно сложный процесс для новичка, так как требует наметанный глаз, чтобы определить температуру металла...все приходит с опытом). Вопросы и тонкости связаные с термообработкой будут раскрыты в др. статье.
После чего производиться заточка лезвия на наждаке: для холодной рубки угол заточки равен 60°, а для горячей рубки 50°.
Ковка круглого пробойника начинается так же, как и кузнечного зубила, только после операции пришивки отверстия следует операция протяжки части на круг (на усеченный конус). Это делается вручную на наковальне или на плоских бойках молота.